





PET sheet extrusion line
MachineVideo
Parameter
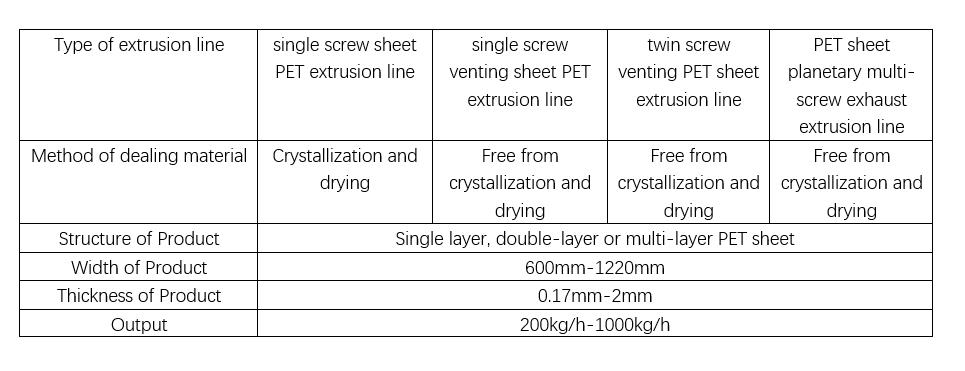
Classification of PET sheet extrusion production line
1.PET
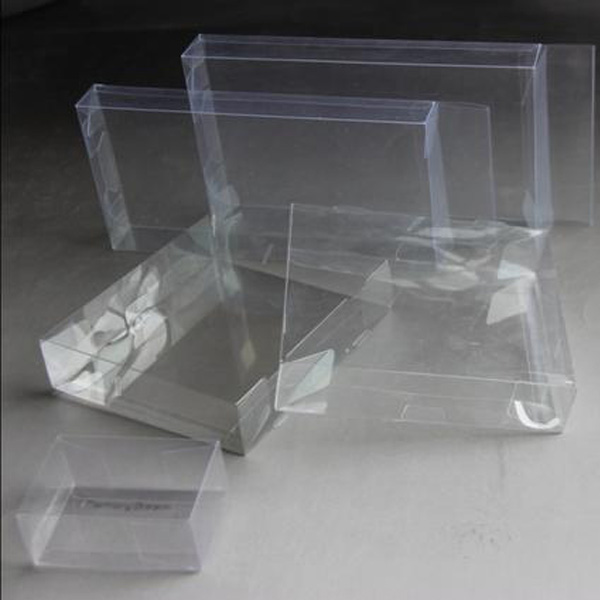
PET sheet is a new type of plastic product developed in recent years, so what is the difference between it and our traditional plastic? The production process for this material is complex and is produced using high-precision machinery through a series of extrusion processes.
The plastic we usually see is a translucent substance. Nevertheless, the transparency of this material can change in real time according to its specific requirements. Due to its ductility and plasticity, it can also be placed in the home or office as a decorative object. Even after reaching its service life, when it needs to be recycled, even combustion will not produce any polluting gases, and for the environment, the harm is minimal.
2. Gwell PET twin screw sheet production line advantages
* Used in the production of PET sheets, no pre-crystallization drying system, and suitable for the production of recycled materials, with high output, low energy consumption, excellent plasticization characteristics.
* The barrel is equipped with double vacuum exhaust to ensure that the water vapor is fully discharged.
* The extruder is equipped with melt metering pump quantitative pressure stabilized output, and set pressure and speed closed-loop automatic control.
* The whole machine adopts PLC control to realize automatic control of parameter setting, data calculation and feedback, alarm and other functions.
3. Production process of PET thermo forming sheet
PET sheet, like other plastics, is closely related to molecular weight. The characteristic viscosity determines the molecular weight. The larger the typical thickness, the better the physical and chemical properties, but the poor fluidity makes it difficult to form. The lower the intrinsic viscosity, the worse its physical and chemical properties and insufficient impact strength.
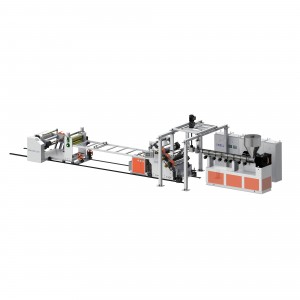
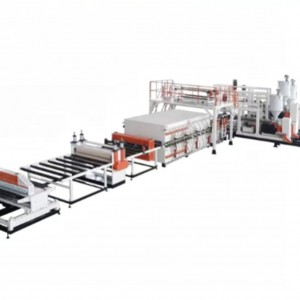
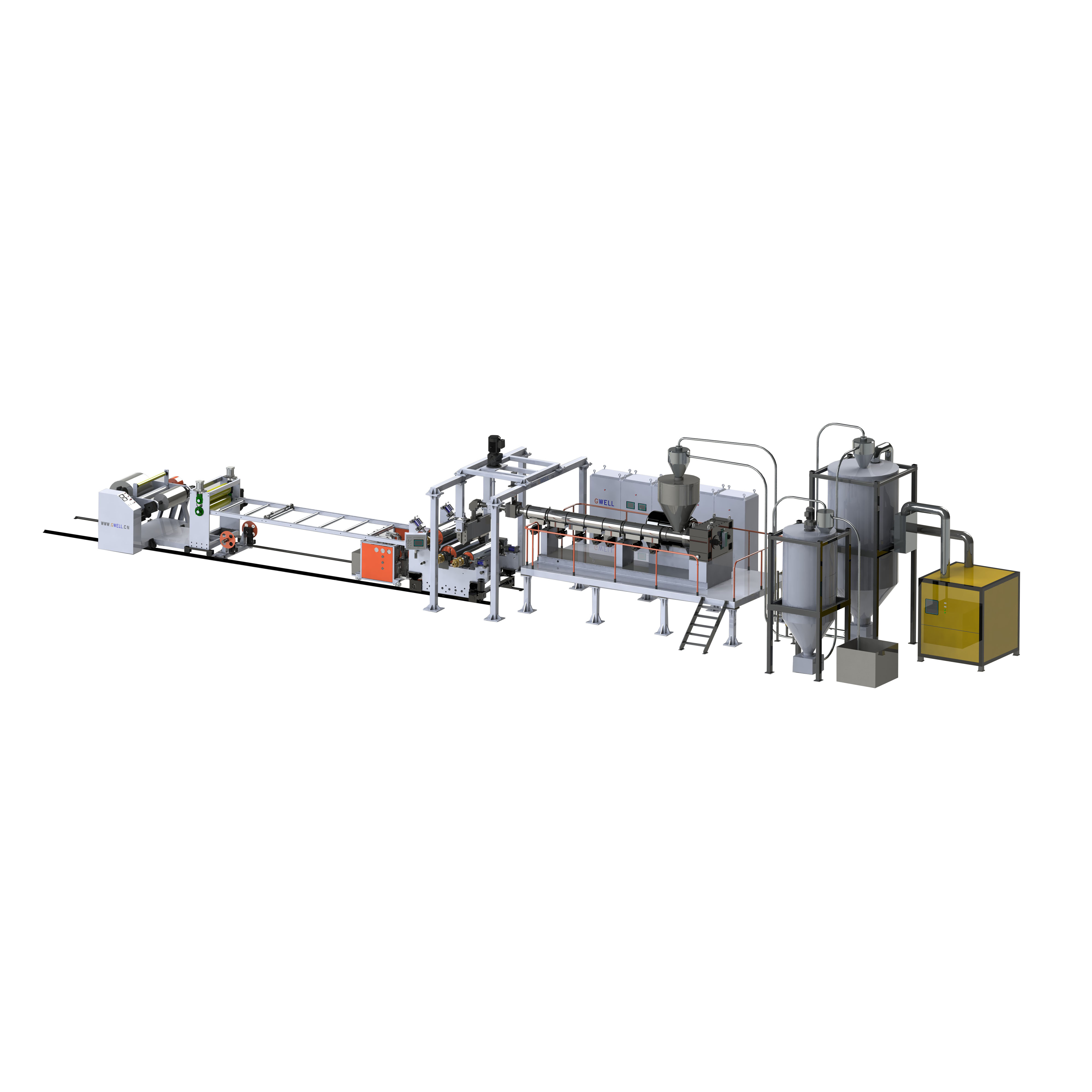
PET sheet extrusion production line includes drying tower, extruder, screen changer, metering pump, T-die, three-roll calender, cooling-bracket ,winder. The production process is raw material drying - extrusion plasticization - extrusion molding - calendering - cooing - and winding products.
1)Drying: Since water will hydrolyze and degrade PET under high temperature conditions, resulting in a decrease in its characteristic adhesion, its physical properties, especially impact strength, will decrease with the decrease of molecular weight. Therefore, the PET sheet extrusion line must dry the PET before melting and extrusion to reduce the moisture content.
2) Extrusion molding: PET is converted into polymer with obvious melting point after crystallization and drying. The polymer has a high molding temperature and a narrow temperature control range. The unmelted particles and melt are separated by a barrier screw dedicated to polyester, which helps maintain longer shear cycles and increases extruder yield. The twin-screw PET sheet production line contains a vacuum extraction device, which can effectively remove the magazines contained in the PET melt, eliminating the crystallization step of the PET single screw production line, and reducing energy consumption by 10%-20% compared with the same grade
3) T-die cooling forming: after flowing out of the melt T-die, directly into the three-roll calender for calendering and cooling, the three-roll calendering component upper, middle and lower three rollers, the center roller shaft is fixed, through the shaft up and down movement to adjust the roller gap, the three rollers should ensure the speed synchronization, the speed should be above the extrusion speed, the purpose is to offset the expansion of the sheet when the material leaves and weaken its internal stress, so that the horizontal grain disappears.
4) Haul-off unit and winding: The sheet comes out through calendering rollers and cooling rollers. Sufficiently cooled by the cooling bracket. Then into the traction device, the traction device is composed of active rubber rollers and passive rubber rollers, Gwell PET sheet extrusion line can reach a maximum curling radius of 1.2 meters.
Case Presentation


Partner